
Гармонія якості для Вашого процвітання

Футерування пластиком - "Захист корпусів гальванічних ванн"
"Футеровка, тобто облицювання внутрішніх поверхонь металевих корпусів гальванічних ванн хімічно стійкими матеріалами, виконує двояку роль: захищає стінки ванн від руйнування при впливі розчинів і оберігає розчин від забруднень продуктами розчинення матеріалу стінок. Крім того футерування металевої ванни, призначеної для проведення електрохімічних процесів, перешкоджає проходженню струму по корпусу ванни (рис. 1.11). У відсутності футерування електричне поле спотворюється.
Частина струму протікає по стінках ванни в силу значно більшої електропровідності металу в порівнянні з електролітом. На бічних стінках (область "а" на рис. 1.12) буде відбуватися осадження металу анода, дно під деталлю (область "б" на рис.1.12) буде розчинятися, а покриття на деталі буде відрізнятися значною нерівномірністю по товщині - на нижньому краї деталі покриття буде відрізнятися підвищеною товщиною і мати погану якість (подгара, губка і т.п.).
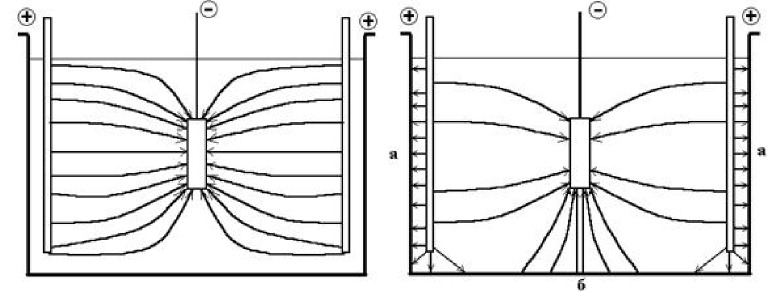
Мал. 1.11. схема розподілу
силових ліній у ванні з
непроводящими стінками
Мал. 1.12. схема розподілу
силових ліній у ванні з провідними стінками
У кожному конкретному випадку матеріал для футеровки вибирається залежно від агресивності розчину, його температури, розмірів ванни і інших експлуатаційних умов. Для футеровки застосовують пластмасові, металеві матеріали, гуму або керамічні плитки. В даний час керамічні плитки практично не застосовуються. Пояснюється це трудомісткою і головним чином ручної технологією нанесення футеровочного покриття, строгими вимогами до жорсткості корпусу ванни і неможливістю захищати обладнання, що має не тільки плоскі внутрішні поверхні.
З металевих футеровочних матеріалів для захисту ванн застосовують листової свинець марок С1 або С2. Свинець стійок в розчинах концентрованої сірчаної кислоти і її солей, в концентрованих щавлевої, оцтової і винної кислоти, в сірчистої, хромової, плавиковою (холодної) і фосфорної кислотах. Свинець нестійкий в азотної і соляної кислотах, а також в очёнь м'якою водопровідній воді, обмежено стійок в їдких лугах, сильно розчиняється у вапняній воді, що містить 0,1% Са (ОН) 2 при доступі кисню.
Свинець застосовували в основному для футерування ванн хромування, електрополірування і глибокого анодування алюмінію. В даний час з-за недостатньої стійкості свинцю при експлуатації електролітів хромування і їх забруднення сполуками свинцю свинцеву футеровку замінюють на інші матеріали.
Для антикорозійного захисту ванн широко застосовуються полімерні матеріали як у вигляді вільного вкладиша, так і футеровки, жорстко прикріпленою до стінок ванн. Практика показала, що при довжині ванни 6 і більше метрів спостерігається розтріскування жорсткого полімеру при захисті ванни вільним вкладишем. У цьому випадку найбільш прийнятна конструкція футеровки з приклеєною або іншим шляхом щільно закріпленої футеровкою на стінках ванни. Механічна міцність забезпечується металевим корпусом ванни, а футерування виконує лише функцію захисного шару.
Ванни довжиною до 1 м можна не тільки футерувати вільним вкладишем, а й виготовляти цілком з полімерних матеріалів. При цьому необхідно враховувати можливість виникнення в них температурних напружень, а також напружень від набухання і гідростатичних навантажень, значення яких зростає зі збільшенням габаритів ванн. Особливу небезпеку для ванн з полімерних матеріалів представляють випадкові удари як з зовнішньої, так і з внутрішньої сторони стінок і дна ванн.
Найбільш поширений в Росії футеровочний матеріал - листовий винипласт. Він являє собою забарвлений або незабарвлений непластифікований твердий полівінілхлорид (ПВХ), виготовлений методом пресування. Вініпласт стійок практично у всіх розчинах електролітів, що застосовуються в гальванотехнике, однак нестійкий до дії концентрованої азотної кислоти. Великою перевагою вініпласту є те, що він легко зварюється, формується і обробляється механічно; це дозволяє використовувати його як для футерування ванн, так і в якості самостійного конструкційний матеріал. Міцність зварного шва досягає 80-85% міцності основного матеріалу. Недоліками вініпласту є його невисока теплостійкість і низька ударостійкість. Вініпласт крихкий. При нагріванні він розм'якшується і може приймати будь-яку форму. Температурний інтервал застосування від 0 до 60 ° С, при температурах нижче нуля його крихкість зростає, при температурах вище 60 ° С винипласт розм'якшується.
В механічних та автоматизованих лініях для футерування ванн використовують поліхлорвініловий пластикат. Він являє собою незабарвлений пластифікований еластичний полівінілхлорид. Пластикат стійкий у всіх звичайних гальванічних електролітах, включаючи хромовий і травильний (сірчанокислий) при температурах до 70 ° С. Перспективним для футерування гальванічних ванн є пластикат ПХ-2, який має високу хімічну стійкість при температурах до 90 ° С, в тому числі в електролітах хромування, блискучого кислого міднення і нікелювання, електрохімічного і хімічного знежирення, в сірчаної, соляної та азотної кислоти, лугах , окису хрому та інших середовищах. Пластикат ПХ-2 нестійкий в розчинах хлористого заліза і азотнокислого натрію.
Крім дещо більшою термостійкості та хімічної стійкості пластикату його істотною перевагою в порівнянні з вініпластом є гнучкість, завдяки якій усувається нетеплопровідного повітряний прошарок між футеровкою та ванної. Цей прошарок робить непридатною вініпластовие футеровку в ваннах з обігрівом пароводяної сорочкою. Крім того, гнучкість, пластичність і хороша стійкість до стирання дозволяють застосовувати пластикат товщиною 2 мм (проти 5-7 мм вініпласту), що при однаковій вартості одиниці маси дає суттєву економію.
Поліпропілен, як було вже зазначено раніше, володіє задовільною механічною міцністю, високим опором ударним навантаженням, підвищеною пластичністю, інертністю до більшості хімічних реагентів. Перевагою поліпропілену є можливість його застосування при досить високій температурі, що в поєднанні з іншими властивостями відкриває широкі перспективи використання поліпропілену не тільки для футерування ванн методом вкладиша, а й для виготовлення іншого обладнання гальванічних цехів: бортових відсмоктувачів, вентиляційних коробів, кришок до ванн, барабанів . Поліпропілен поступається по термостійкості і хімічної стійкості тільки фторопласту і пентапласт.
Більшій теплостійкість і хімічну стійкість має пентапласт. Цей хімічно стійкий "самозатухаючий" полімер має комплексом цінних фізико-механічних, теплофізичних і антикорозійних властивостей. Покриття на його основі можливо використовувати в дуже агресивних середовищах при температурі до 120 ° С. По хімічній стійкості в ряду термопластів пентапласт поступається тільки ФТОРОПЛАСТ. Пентапласт стійкий при впливі розчинів кислот і їх сумішей: фосфорної і плавикової; соляної і азотної; сірчаної, азотної і плавикової; соляної і плавикової. Однак пентапласт нестійкий в сильних окислювачах: в димлячої азотної кислоти при температурі кипіння, в олеум, хлорсульфоновой кислоті і т.д.
Футеровку з пентапласт застосовують для захисту ванн хромування, хімічного нікелювання, травлення, пассивирования. На ряді підприємств для хімічного нікелювання використовують ванни, виготовлені з листового пентапласт товщиною 2-3 мм і поміщені разом з латами з смуг нержавіючої сталі в пароводяну сорочку.
Впровадження футеровок з пентапластових листів обмежується їх високою вартістю і низькою стійкістю до ударів.
Для футеровки ванн можна застосовувати такий широко відомий полімерний матеріал, як поліетилен. Залежно від методу промислового виробництва розрізняють поліетилен високого, низького і середнього тиску. У гальванотехнике знайшов застосування в основному поліетилен високого та низького тиску. З поліетилену високого тиску виготовляють труби, фітинги, клемні коробки, барботёри. При футеровке ванн і нанесенні захисного покриття на металеві поверхні подвесочного пристосувань перевагу віддають поліетилену низького тиску, так як він має більш високу хімічну стійкість і теплостійкість. Температура розм'якшення поліетилену високого тиску 80-90 ° С, низького тиску 90-95 ° С.
Ванни без зливу досить просто і зручно футерувати поліетиленовою плівкою, попередньо зваривши з неї мішок за розміром ванни. Поліетиленову футеровку бажано робити багатошарової.
Фторопласт (політетрафторетилен) перевершує інші пластмаси за хімічними, механічними властивостями, фізичним, в тому числі по теплостійкості. В останні роки масштаби його застосування і якісні показники значно підвищилися за рахунок освоєння випуску нових типів фторопластов, які на відміну від фторопласта широко відомої марки Ф-4 мають властивості плавких металів: вони можуть екструдований, відливатися під тиском, піддаватися зварюванні плавленням. До таких ФТОРОПЛАСТ слід віднести Ф-4 Мб, Ф-10, Ф-2М, Ф-3М, Ф-26, Ф-40ЛД і ін.
Для хімічного нікелювання і електрополірування рекомендується використовувати фторопласти Ф-4 Мб у вигляді плівкового вкладиша.
Більшій теплостійкість і хімічну стійкість має пентапласт. Цей хімічно стійкий "самозатухаючий" полімер має комплексом цінних фізико-механічних, теплофізичних і антикорозійних властивостей. Покриття на його основі можливо використовувати в дуже агресивних середовищах при температурі до 120 ° С. По хімічній стійкості в ряду термопластів пентапласт поступається тільки ФТОРОПЛАСТ. Пентапласт стійкий при впливі розчинів кислот і їх сумішей: фосфорної і плавикової; соляної і азотної; сірчаної, азотної і плавикової; соляної і плавикової. Однак пентапласт нестійкий в сильних окислювачах: в димлячої азотної кислоти при температурі кипіння, в олеум, хлорсульфоновой кислоті і т.д.
Футеровку з пентапласт застосовують для захисту ванн хромування, хімічного нікелювання, травлення, пассивирования. На ряді підприємств для хімічного нікелювання використовують ванни, виготовлені з листового пентапласт товщиною 2-3 мм і поміщені разом з латами з смуг нержавіючої сталі в пароводяну сорочку.
Впровадження футеровок з пентапластових листів обмежується їх високою вартістю і низькою стійкістю до ударів.
Для футеровки ванн можна застосовувати такий широко відомий полімерний матеріал, як поліетилен. Залежно від методу промислового виробництва розрізняють поліетилен високого, низького і середнього тиску. Листовий фторопласт Ф-2М доцільно застосовувати для футерування різних ємностей, гальванічних і травильних ванн, а також для виготовлення трубопроводів великого діаметру. Він володіє хорошими формувальними властивостями, гнучкістю, стійкістю до ударів, міцністю при розтягуванні, зварюваністю. Фторопласт Ф-2М витримує такі агресивні середовища, як мінеральні кислоти (за винятком димить сірчаної кислоти), окислювачі (концентровану азотну кислоти), концентровані луги, галогени, вуглеводні при температурі від 20 до 130 ° С. Вироби з фторопласту Ф-2М можуть експлуатуватися при температурах від -70 до 140 ° С.
Високі хімічна стійкість і термостійкість фторопластов дозволяють виготовляти з них теплообмінники для нагріву і охолодження дуже агресивних розчинів: травлення нержавіючих сталей, електрополірування, електролітів хромування, що містять фториди, і т.д. Футерування листовим фторопластом дозволяє відмовитися від застосування нержавіючих сталей, дорогих сплавів, а також від малотехнологічних футеровок зі свинцю і керамічних плиток.
Гумування - захист внутрішніх поверхонь стінок ванни за допомогою гуми - здійснюється м'якою кіслотощёлочестойкой гумою. Гумова футеровка має високу хімічну стійкість в розчинах сірчаної (до 60%), соляної (до 10%) і практично будь-якої концентрації оцтової і фосфорної кислот. Хімічна стійкість гуми в зазначених розчинах до температури 100 ° С досить висока.
Одним з недоліків гумування є необхідність застосування клеїв, що містять токсичні і вогненебезпечні розчинники.
Цього недоліку позбавлені гумміровочние ебонітові склади ГЕС-1 і ЕС-100Т, які не містять будь-яких розчинників, не вимагають застосування клеїв і адгезивів і дозволяють отримувати безшовні ебонітові покриття, однорідні за фізико-механічними і антикорозійними властивостями. Склади є різної в'язкості композиції, які можна наносити пензлем, штапель, обливом або зануренням. Термін їх зберігання при кімнатній температурі практично не обмежений. Покриття гумміровочнимі ебонітовими складами характеризуються низьким ступенем набухання в кислотах і лугах.
Для захисту зовнішніх поверхонь корпусів ванн найбільше застосування знаходить емаль ХВ-785 наступних груп: 7/1 - для агресивних парів, газів, рідин; 7/2 - для розчинів кислот; 7/3 - для розчинів лугів. "
Виноградов С.С.
«Організація гальванічного виробництва. Устаткування, розрахунок виробництва, нормування ».
Глава «1.3 Захист корпусів ванн»
Реклама Google
Магазин пластиків

© 2024. ПОЛІМЕРКОМПЛЕКТ.
Використання та копіювання лише за наявності посилання на цей сайт.
