
Гармонія якості для Вашого процвітання

Види механічної обробки пластмас
Всі пластмаси, за невеликим винятком, легко піддаються механічній обробці різанням на звичайному металорізальному і деревообробному обладнанні, оснащеному індивідуальної витяжною вентиляцією для видалення пилу і шкідливих газів.
Низька теплопровідність полімерних матеріалів викликає перегрів ріжучого інструменту і його швидке затуплення, що може служити причиною термічної деструкції (обвуглювання) і механічного руйнування оброблюваної пластмаси в зоні різання. Щоб уникнути термічної деструкції і механічного руйнування пластмас при обробці різанням необхідно змінити геометричні параметри заточування різального інструменту в порівнянні з нормалізованим.
Термореактивні пластмаси (текстоліт, гетинакс, склотекстоліт) мають в своєму складі наповнювач, який надає абразивну дію на ріжучі кромки інструменту, внаслідок чого останній потрібно виготовляти з швидкорізальної сталі або твердих сплавів.
Більшість термопластів (оргскло, вініпласт, полістирол, капрон) не містять наповнювачів, і при їх обробці можливе застосування інструменту з вуглецевої сталі.
У зв'язку з відмінністю фізико-механічних властивостей пластмас в кожному окремому випадку необхідний індивідуальний вибір оптимальних режимів різання, матеріалу і геометричних параметрів інструменту.
Основні операції при обробці пластмас:
снятие облою (зачистка задиров);
порезка;
точность;
фрезерування;
свердлиння;
нарізування різьблення;
шлифовка и полировка.
Більше про інженерні пластмасси для механічної обробки на сайті plastmass.kiev.ua
Зняття облою. Для очищення від облоя невеликої кількості деталей з пластмас можна застосовувати напилки, кусачки і інші слюсарні інструменти.
Розпилювання (порізка) пластмас виробляється ручним способом - слюсарної ножівкою для металу, лучковою (столярного типу) пилкою, ручними різаками по лінійці і ін.
Тонкі листові пластмаси розрізають ручними ножицями, призначеними для листового металу. Більш раціонально застосовувати для цієї мети гільйотинних ножиць з механічним приводом, що використовуються для різання металу. Зазор між лезами ножиць не повинен перевищувати 0,1-0,2 мм. Задній кут ріжучої кромки ножа гільйотинних ножиць повинен становити 30 °.
Пінопласти на основі полістиролу (ПС-1, ПС-2 та ін.) Можна розрізати напруженій нихромовой дротом з перетином не менше 0,5 мм, натягнутої в спеціальних захопленнях. Напруга підбирається в залежності від перетину дроту, але не більше 36 В.
Швидкості різання при розрізанні термопластів на верстатах з механічною подачею знаходяться в інтервалі 600-750 м / хв (товщина листів не менше 30 мм).
Режими різання листових термопластів на верстатах з дисковими пилами - швидкість у = 1500-2500 м / хв, подача s = 1500- 7000 мм / хв. При розрізанні реактопластов - гетинакса і текстоліту товщиною до 45 мм застосовуються верстати з ручною подачею 8000- 9000 мм / хв і швидкістю 1500-2000 м / хв.
Для розрізання листового органічного скла використовують спеціальний острозаточенного ручної різак, виготовлений зі шматка полотна стрічкової пилки товщиною до 1 мм, за допомогою якого на аркуші роблять глибоку канавку. Після цього лист ламають. Виходить рівна поверхня зламу.
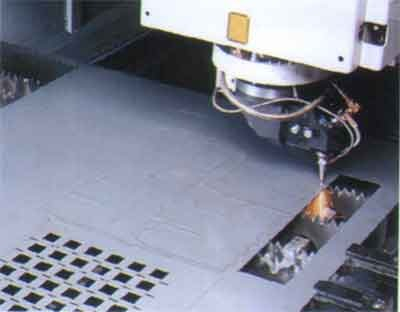
Лазерна різка пластика використовується при виготовленні складних і унікальних форм, високоточних деталей і т.п.
Ця технологія дає практично необмежені можливості з виготовлення деталей і зображень складних форм за одну технологічну операцію, високу точність і абсолютна повторюваність.
Лазерне різання проводиться на високоточному імпортному обладнанні термічним способом за допомогою лазера. Завантаження креслень в верстати або обробні центри проводиться файлами формату векторної графіки dxf, cdr (AutoCAD, CorelDRAW, Компас).

Точіння пластмас. Для точіння пластмас застосовують ті ж токарні та револьверні верстати, що і для обробки металу. Як ріжучий інструмент використовуються різці з швидкорізальної сталі або різці, оснащені пластинками твердого сплаву. Необхідно враховувати, що при механічній обробці вініпласту з нього в невеликій кількості виділяється газоподібний хлороводень. При обробці з водяним охолодженням газ змішується з рідиною і утворює слабкий розчин соляної кислоти, який викликає швидке іржавіння оснащення і верстатів.
Фрезерування пластмас слід проводити на швидкохідних фрезерних металообробних верстатах
Обрізку крайок, прорізом пазів і шпильок, вирізку уступів, скошування крайок можна виконувати на ручному вертикально-фрезерному верстаті. Для фрезерування термопластів рекомендується застосовувати фрези з вуглецевої інструментальної сталі, а для реактопластів - фрези зі швидкорізальної сталі і фрези, оснащені пластинками твердого сплаву.

Свердління пластмас виконують на швидкохідних металообробних верстатах. Для свердління пластмас рекомендуються стандартні спіральні і перові свердла, що застосовуються для обробки металу, з особливою геометрією заточування.
При свердлінні отворів в тонкостінних деталях, трубках аркушах, виготовлених із пластмас всіх видів, рекомендується, застосовувати свердла з кутом при вершині 2ф 55-60 °. При інших значеннях цього кута можливе фарбування пластмас. Свердління отворів в пластмасових листах великої товщини виконують свердлами з кутом при вершині 2ф 90 °.
Для свердління отворів великих діаметрів в листових пластмасах слід застосовувати головки для кільцевого свердління з двома різцями, оснащеними пластинками твердого сплаву. Шаруваті пластики свердлять перпендикулярно верствам; 2ф = 90-135 ° С. Отвори діаметром 6-9 мм рекомендується свердлити попередньо свердлом діаметром не менше 0,5 заданого діаметра. Для свердління отворів глибиною до 2-3 діаметрів необхідно застосовувати свердла з пологої спіраллю (10-15 °), з широкими ретельно полірованими канавками і вузькою направляючої стрічкою з хромованим шаром товщиною 0,003-0,005 мм. Для отвори завглибшки більше 3 діаметрів, а також для свердління глухих отворів необхідні свердла з крутої канавкою 40 ° С подточкой, як для стандартних свердел, що забезпечують кращий вихід стружки. Щоб уникнути сильного прижоги або розігріву пластмас під час свердління глибоких отворів інструмент потрібно періодично виймати для охолодження. Найменший нагрів пластмасовою деталі і хороше відведення стружки, особливо під час свердління термопластів, досягається при кутах нахилу канавки 15-17 °. При свердлінні твердого ПВХ не можна користуватися гострим інструментом.
Нарізування різьблення.
Внутрішню і зовнішню різьбу нарізають як в пластмасових заготовках (листових, стрижневих, блокових), так і в готових деталях, виготовлених литтям або пресуванням, після добової витримки їх при кімнатній температурі. Зовнішню різьбу урізують плашками, фрезами, різцями; внутрішні різьблення - азотированного або хромованими мітчиками. В отворах під різьбу робиться фаска шириною 1,5 мм. При нарізуванні різьблення мітчиками 1 або плашками рекомендується їх вигвинчувати періодично і очищати від струркі. Слід застосовувати комплект з двох або трьох мітчиків, а також мітчики, нарізані через крок. Для отримання чистої і гладкої різьблення необхідно різьбовій інструмент змащувати маслом. Щоб уникнути сколювання матеріалу і появи тріщин різьблення краще нарізати вручну. В деталях і заготовках з термопластів (поліпропілену, поліетилену, пластифікованих пластмас, вініпласту, поліамідів і т. П.) Різьблення нарізати різцем, так як при нарізанні різьби мітчиками або плашками можливе спотворення розмірів і профілю різьби.
Різьбовій різець для нарізування метричної різьби в термопластичних матеріалах слід виготовляти з кутом при вершині 63 -65 °.
Геометрія резьбонарезного інструменту для пластмас різко відрізняється від геометрії інструмента для нарізування різьблення на металі. Щоб уникнути защемлення інструменту необхідно робити великий задній кут і негативний передній, величина якого залежить від кроку різьби, діаметра і коливається від -5 ° до -10 °. Швидкість різання при цьому повинна складати 12-20 м / хв. Розмір мітчиків по діаметру повинен бути більше діаметра необхідної різьблення на 0,05 0,1 мм для волокнистих і на 0,04-0,05 мм для порошкових пластмас, так як при нарізанні різьби відбувається усадка отворів на 0,05 0, 1 мм. Глибина різання приймається не більше 0,1-0,2 мм. Швидкість різання на верстатах з ручною подачею повинна становити близько 100 м / хв, а на різенарізальних автоматах 300 м / хв. Зовнішню і внутрішню різьблення великого і середнього діаметрів рекомендується нарізати на токарно-гвинторізних, різьбошліфувальних і Різьбофрезерні верстатах. Режими різання на токарно-гвинторізних верстатах аналогічні режимам різання, прийнятим для деталей з латуні і сталі. Нарізати різьбу в деталях із шаруватих пластиків (гетинакса, текстоліту) паралельно верствам годі було щоб уникнути розшаровування пластмаси. При нарізуванні різьблення з Стекловолокніти АГ-4 слід застосовувати мітчики з шаховим розташуванням ниток.
При нарізуванні різьблення в деталях з полікарбонату рекомендується використовувати стандартні мітчики, що формують різьбу зі злегка закругленою вершиною. Отвори під різьбу необхідно обробляти попередньо свердлом з кутом при вершині 118 ° і переднім уголом 5 °.
Подальше розгортання проводиться зі швидкістю, що становить 2/3 від швидкості свердління, і подачею 0,038-0,076 мм / об. Рекомендуються мітчики конічного типу з прямими або спіральними пазами. Для охолодження слід застосовувати легке машинне масло.
Швидкість резьбонарезания деталей з оргскла повинна бути приблизно на 20% нижче швидкості, яка застосовується в цих же цілях для матеріалів типу латуні. Різьблення великих розмірів (більше 5 мм) слід нарізати із застосуванням мильного розчину, малих розмірів - без змащення.
Шліфування пластмас. Для шліфування виробів з пластмас можна застосовувати верстати з обертовим абразивним інструментом, стрічкові шліфувальні верстати з нескінченними наждаковими стрічками, розташованими горизонтально або вертикально; верстати з дисками, на які наклеєно наждачное полотно (диски можуть бути розташовані горизонтально або вертикально).
Полірування пластмас слід проводити на односторонніх або двосторонніх горизонтальних полірувальних верстатах. Для непродолж-ного полірування полірувальні шайби встановлюють також на валу електродвигуна, на шпинделі свердлильного верстата і т.д.
Для полірування деталей з термореактивних пластмас частота обертання полировальной шайби встановлюється 1500-2000 об / хв, для деталей з термопластичних матеріалів-1000-1500 об / хв. Для попереднього полірування застосовують тверді полірувальні круги бавовняні, байкові, суконні з хордовою або спіральної прошивкою. Для остаточного полірування застосовують легкі непрошитий кола з бязі або байки. Попереднє полірування проводиться «мокрим» і «сухим» способом. «Мокре» полірування застосовується для деталей з термопластичних матеріалів. До складу полірувальних композицій включають переважно трепел і пемзу двох сортів 1/2, 11/2, які замішують в рівних кількостях до консистенції густої пасти, і нею покривають робочу поверхню полірувальних кіл. Після «мокрого» полірування деталі очищають від пемзи і остаточно полірують. При «сухому» полировании в полірувальну композицію входять карборунд, корунд, трепел, оксид хрому в певних кількісних співвідношеннях з маслами, олеїнової кислотою, парафіном, церезином, бджолиним воском.
Для полірування деталей з термореактивних пластмас придатна будь-яка композиція. Полірування деталей з термопластів доцільно проводити із застосуванням композиції, приготовленої за рецептами 1, 4, 5. Рецептура полірувальних композицій приймається з урахуванням якості полірованої поверхні і вимог, що пред'являються до чистоти і якості виробу після полірування.
Якщо полірування проводиться для зняття грубих слідів попередньої обробки на поверхні деталей з термореактивних пластмас, для утворення пасти застосовується карборунд № 250-300, при остаточному поліруванні зміст карборунда в пасті зменшується і застосовується більш дрібне зерно № 300 і вище.
Очищення пластмасових деталей від пасти виконують на м'якому колі. Деталі з термопластів можна очищати вручну ватним тампоном, змоченим етилацетатом М або бензином.
Причини руйнування і способи відновлення пластмасових деталей.
При експлуатації в деталях із пластмас можуть виникати різні дефекти: сітка дрібних поверхневих тріщин, подряпин, розтріскування поверхневого шару і поява неглибоких тріщин, наскрізні тріщини, відколи, викришування поверхні і утворення раковин, знос, оплавлення, а також руйнування частини деталі під дією локального навантаження і т. д. Основнаяе причини їх виникнення: порушення технології виготовлення деталі; неправильна установка деталі при складанні (зайвий натяг, перекіс, свердління отворів близько до крайки і т.д.); старіння матеріалу під впливом атмосферних умов, хімічних середовищ і т. д., а також статичні і динамічні навантаження, що перевищують міцність матеріалу, теплові навантаження вище теплостойкости матеріалу.
У багатьох випадках властивості пластмасових деталей можуть бути відновлені.
Основними методами відновлення пластмасових деталей є склеювання, зварювання нагрітим інструментом, наплавление, а також контактна формування. Якщо не можна відновити деталі, їх можна виготовити з епоксидних композицій методом лиття без тиску або механічною обробкою з заготовок, отриманих цим же методом.
Технологічний процес відновлення пластмасових деталей за допомогою клеїв і клейових композицій складається з наступних операцій: підготовка відновлюваних поверхонь деталей (знежирення, надання шорсткості), нанесення клею, фіксація склеюються (склеювання) і механічна обробка.
Вибір клею залежить від хімічної природи полімеру, умов роботи клейового шва і технологічних можливостей в кожному конкретному випадку. В умовах авторемонтних служб і особливо автолюбителям деталі з термопластів рекомендується відновлювати і склеювати за допомогою розчинників або розчинами термопласта, з якого зроблена деталь. В результаті обробки розчинником або сумішшю розчинників відбувається розм'якшення поверхні пластика. З'єднання розм'якшених матеріалів при невеликому тиску дає міцний клейовий шов. Застосування розчинів, що склеюються полімерів дозволяє забезпечити необхідну в'язкість клею і отримати однорідний клейовий шов. Клей наносять різними способами: пензлем, шпателем і т. Д. Після нанесення клею на поверхню деталі для видалення розчинника дається відкрита витримка від 1 до 5 хв залежно від хімічної природи полімеру і розчинника і концентрації полімеру в розчині.
До освіти твердого клейового шва склеюються матеріали необхідно витримати під тиском від 0,01 до 0,1 МПа. Освіта клейового шва відбувається протягом 5-15 год при температурі 20-25 ° С.
Для відновлення деталей з поліолефінів (поліетиленів, поліпропіленів) розчинники та клеї практично не застосовуються. Ці матеріали важко піддаються склеюванню. Вони вимагають складної підготовки поверхні перед склеюванням і застосуванням спеціальних клеїв.
Склеїти поліетилен можна звичайним гумовим клеєм, попередньо обробивши його розчином синтетичного каучуку в чотирьох хлористом вуглеці або в бензолі, а також трихлоретиленом. Поліпропілен, поверхня якого оброблена хромової кислотою протягом 1 хв при температурі 72-75 ° С, можна склеїти епоксидним компаундом К-153.
Відновлювати деталі з поліолефінів можна за допомогою наплавлення нагрітим предметом або термофеном. Для цього полімер, попередньо розрізаний на дрібні шматочки або у вигляді порошку, нагрівають до плавлення (в'язко-текучого стану) термофеном або, наприклад, паяльником (оплавлення на відкритому вогні призводить до деструкції матеріалу) і краплями наносять на попередньо знежирену ацетоном або лігроїном і зашкуренную наждачним папером № 200 поверхню деталі. Через 30-40 хв усувають непотрібні напливи.
Для відновлення деталей з термопластів можна використовувати ексттрузіоннию зварювання з присадним прутком, а для їх склеювання, а також з'єднання з іншими матеріалами застосовуються і промислові клеї, які мають в складі розчини термопластів.
Незалежно від хімічної природи термопласта при відповідній обробці поверхні деталі з невеликими дефектами, а також з дефектами у вигляді наскрізних тріщин можна відновлювати і склеювати композиціями на основі епоксидних і поліуретанових зв'язуючих холодного затвердіння.
Відновлення деталей з термореактивних пластмас (фенольних прес-порошків, волокнітах, склопластиків АГ-4В, ДСВ, поліефірних склопластиків, дрібнопористий інтегральних поліуретанів) проводиться головним чином епоксидними композиціями; застосовуються також поліуретанові, поліефірні і фенольні клеї.
Епоксидними композиціями можна усувати всі дефекти; з них також порівняно легко отримати заготовку, з якої потім механічним шляхом можна виготовити нову деталь. Для заготовок слід застосовувати композиції з великим вмістом наповнювача. Заготівлю одержують у такий спосіб: підготовлену композицію заливають в паперовий стаканчик необхідного розміру, і після затвердіння при кімнатній температурі протягом 24 годин заготовка готова до механічної обробки. Бажано перед заливкою композицію вакуумувати.
Перед відновленням поверхні виробів з термореактивних пластмас знежирюють ацетоном або метилетилкетон, потім обробляють наждачним папером № 200 до зняття поверхневого глянцевого шару і видаляють пил тканиною, просоченою цими ж розчинниками.
Епоксидні композиції наносять на поверхню шпателем. Для фіксації клейового шва досить тиску 0,01-0,1 МПа протягом 24 год при температурі 20 ° С.
Для відновлення і ремонту великогабаритних деталей з поліефірних склопластиків застосовують поліефірне сполучна і склотканина. Наприклад, крило зі склопластику, що має місцеве руйнування - розрив матеріалу або значну діру, можна відремонтувати наступним чином: з вироби видаляють пошкоджений матеріал, потім краї отвору, обробляють під вус і укладають попередньо просочену поліефірним сполучною склотканина (перед просоченням склотканина обпалюють на паяльної лампи для видалення зв'язки). Число шарів залежить від товщини виробу і тканини. Кожен наступний шар повинен перекривати попередній приблизно на 2-3 мм. Склад поліефірного сполучного, а також процес формування латки аналогічні таким при виробництві деталей з склопластиків.
Після затвердіння проводять механічну обробку, видаляють надлишки склопластику, поверхню вирівнюють і фарбують.
Реклама Google
Магазин пластиків

© 2024. ПОЛІМЕРКОМПЛЕКТ.
Використання та копіювання лише за наявності посилання на цей сайт.
