
Гармонія якості для Вашого процвітання

Устаткування для зварювання пластмас
РУЧНІ ЕКСТРУДЕРИ І ПРОМИСЛОВІ ФЕНИ.
Інструмент для зварювання лінійних пластиків
(листи, плівки, труби великого діаметра),
обладнання для виготовлення поліпропіленових басейнів.

Компанія ПолимерКомплект - дилер торгової марки "HERZ"
ОБЛАДНАННЯ ДЛЯ КОНТРОЛЮ ПРОЦЕСУ ЗВАРЮВАННЯ ПЛАСТИКІВ


Промислові термофени
Промислові термофен використовуються для зварювання: листових, рулонних термопластичних матеріалів, для зварювання конструкцій і виробів з пластмас, при укладанні лінолеуму, підлогових покриттів, також промислові термофен застосовують при ремонті пластмасових автодеталей. З використанням промислового термо-фена можна ефективно проводити усадку всіляких термозбіжних муфт і трубок ( "кембріков"), різних видів ізоляцій, герметизирующих мембран і термозбіжних плівок. Зручний і простий в зверненні термофен зварює полімерні плівки будь-якого типу і полімерні тканини при виготовленні автотентів, павільйонів, басейнів, наметів, маркіз, надувних суден і рекламних банерів. Також термофен необхідний при роботі з укладання полімерних покрівельних мембран, геомембран і гідроізолюючих покриттів.


Термофен - апарат що виробляє потік гарячого повітря з регульованим температурним інтервалом, призначається для різних видів робіт таких як: зварювання термопластів (апарат для зварювання лінолеуму, фен для зварювання лінолеуму, обладнання для зварювання лінолеуму), нагрівання поверхні, усадки матеріалів і в якості допоміжного обладнання для зварювальних робіт з матеріалами з пластмас. Професійні промислові термофен дозволяють працювати з ними протягом тривалого часу без перерв, що природним чином позначається на швидкості виконання робіт. Термофени використовують для пайки листових матеріалів з поліпропілену, поліетилену, а також для зварювання ПВХ тканин і зварювання ПВХ плівок, рекламних банерів та ін. видів робіт.

Зварювання листових пластиків

Зварювання плівок і покриттів для підлоги

Зварювання гідро- і покрівельних мембран

Виготовлення та ремонт тентів, надувних човнів і т.п.
Ручні екструдери
На відміну від великих стаціонарних екструдерів застосовуваних при виробництві полімерної продукції (пластикові труби, стрижні, листи, плівки), ручні екструдери мають значно менші розміри і використовуються для зварювання (пайки) вже готових листів, плівки та інших виробів з термопластів. За своїм конструкційним особливостям екструдери розрізняються за типом нагріву камери плавлення присадочного матеріалу (нагрів за допомогою гарячого повітря або нагрівання термоелементами), за типом двигунів (постійного струму з графітовими щітками і асинхронні без графітових щіток), за типом подачі повітря (від вбудованого термофена або від зовнішнього джерела), а так само наявністю або відсутністю електроніки. Крім того однією з характеристик є спосіб, механізм подачі розплавляється матеріалу (пластикового прутка). Розрізняють шнековий і безшнековий (механічний) спосіб подачі прутка.


Ручний екструдер (ручний зварювальний екструдер) застосовується для зварювання листів, плівки з термопластів, зварювання конструкцій з листового поліетилену і поліпропілену, а так само ручний екструдер використовується для гідроізоляції: пінополіуретанової ізоляції труб, безнапірних трубопроводів і т.д.
Більш докладно про зварювання ручним екструдером і самі екструдери описано в статті
"Зварювання виробів з пластмас екструдером" нижче.
Зварювання виробів з пластмас екструдером.
Призначення
Екструзіонне зварювання застосовується для зварювання листів, плівки та інших виробів з термопластів. Вигнуті деталі, радіус вигину яких багаторазово перевищує ширину шва і довжину зварювального черевика, можуть вважатися листами і зварюватись як листи.
Вимоги
Вимоги до деталей, що з'єднуються екструзійної зварюванням ті ж, що і при використанні інших технологій зварювання виробів з полімерів:
зварюватись разом можуть тільки вироби з термопластів, т. е. з матеріалу, який можна нагріти до розплавлення і потім остудити без помітної зміни властивостей;
зварюватись разом можуть тільки вироби з однакового матеріалу. При екструзії зварюванні ті ж вимоги пред'являються до присадних матеріалів;
зварюються поверхні повинні бути чистими. Особливо важливо, щоб не було жирних забруднень;
процес охолодження шва повинен протікати повільно, при природних умовах. Штучне прискорення охолодження веде до перепадів температур в матеріалі і зменшення міцності шва.
Устаткування і технологія
Переносне обладнання для екструзійного зварювання складається з екструдера і пристрої для нагрівання повітря (рис.1). Екструдер приводиться в дію електромотором (ручним дрилем). Сорочка екструдера нагрівається електронагрівачами або нагрітим повітрям. Присадний матеріал, що подається в екструдер в формі прутка або гранул, нагрівається від сорочки екструдера, а також за рахунок тертя об поверхню шнека і сорочку екструдера, перемішується до стану однорідної розплавленої маси і подається в зону зварювання через зварювальний черевик.
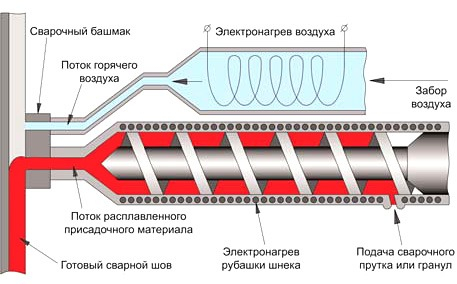
Найбільш часто зварюються листи і плівка з ПНД або ПП. ПВХ і ПВДФ - більш жорсткі матеріали. ПВХ, крім того, відрізняється неприємною особливістю - навіть у матеріалу з добавками "стабілізаторів" температура термодеструкции не набагато перевищує температуру пластификации. Тому для зварювання ПВХ і ПВДФ використовується екструдер з шнеком спеціальної форми, який більш ретельно перемішує матеріал в процесі його розплавлення. Сварка ПВХ, крім того, пов'язана з додатковими обмеженнями через температурної нестійкості матеріалу - зокрема, екструдер не повинен виключатися і знову включатися в процесі зварювання пластмас.
Пристрій для нагріву повітря (термофен) нагріває повітря і подає його через зварювальний черевик (або через окреме сопло) на зварюються поверхні, щоб нагріти їх безпосередньо перед подачею розплавленого присадочного матеріалу.
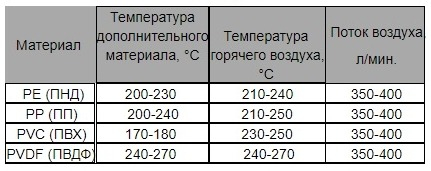
Присадний матеріал подається між зварюються поверхнями і притискають ковзаючим зварювальним черевиком, формуючи зварений шов необхідної форми. Температура нагрітого повітря і розплавленого присадочного матеріалу, що подаються в зону зварювання, регулюється блоком автоматики екструдера і повинна відповідати таблиці 1.
Таблица 1.
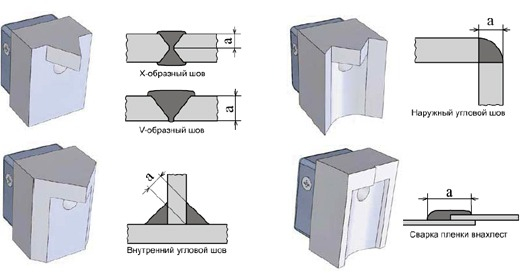
Форма зварювального черевика
Для виготовлення зварювального черевика використовується полімер з високою температурою плавлення і хорошими антиадгезійних властивостями. Найкращі результати показав фторопласт-4 (політетрафторетилен).
Зварювальний черевик повинен виготовлятися з розрахунком на певну форму і розмір шва. Головне правило: чим ширше шов, тим довше повинен бути башмак. ГОСТ 16310-80 визначає форму і розміри зварних екструзійних з'єднань для листів з термопластів товщиною 2-20 мм. Найбільш часто застосовуються зварювальні черевики і відповідні їм форми зварного шва показані на рис. 2.
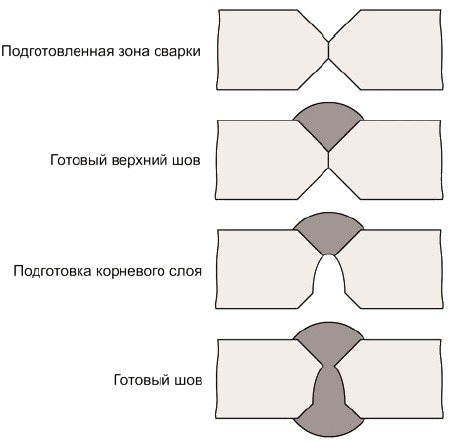
Виконання двосторонніх швів
Перед зварюванням шва з іншого боку рекомендується проварити кореневої шар за допомогою термофена або вирізати кореневої шар для заповнення порожнини присадним матеріалом (рис. 3).
Екструдери діляться на групи за такими ознаками.
Конструкція за призначенням:
для виробництва ємностей (рис. 4);
для зварювання листів / плівки на підлозі / землі (рис. 4а).
Екструдери, призначені для зварювання на землі, забезпечені спеціальною рукояткою для зручності роботи стоїть людини. Крім того, якщо подача нагрітого повітря здійснюється не через зварювальний черевик, а через окреме сопло, то це сопло розташовується зверху над зварювальним черевиком.
У екструдерів, призначених для зварювання ємностей, сопло для повітря знаходиться праворуч від зварювального черевика.

Тип електродвигуна
Двигун постійного струму з графітовими щітками:
двигун спеціально розроблений для екструдерів, має набагато більший ресурс, ніж двигун стандартних електродрилів;
електронний регулятор оборотів;
зручний доступ для заміни щіток;
ціна комплекту нижче, ніж в разі асинхронного двигуна з частотним регулятором.
Асинхронний двигун без графітових щіток:
управління оборотами двигуна - за допомогою зовнішнього частотного регулятора;
ресурс двигуна вище, ніж у двигуна постійного струму;
точне регулювання продуктивності екструдера в діапазоні 20-100%;
обороти двигуна дуже стабільні, що не залежать від моменту навантаження на шнеку.
Асинхронний двигун приводу з частотним регулятором - революційна новинка. На відміну від традиційного двигуна з графітовими щітками, тут регулюються безпосередньо обертів двигуна. Налаштовані обертів ніяк не впливають на момент обертання на валу двигуна. Тому момент навантаження, в свою чергу, не відбивається на оборотах. Іншими словами, обороти двигуна і, відповідно, шнека екструдера, дуже стабільні і можуть налаштовуватися в дуже широкому діапазоні. Ресурс асинхронного двигуна - у багато разів вище, ніж у традиційного.
Джерело стисненого повітря
Вбудований термофен (рис. 5):
вбудований термофен служить як нагрівачем, так і нагнітачем повітря;
немає потреби в додатковому обладнанні для подачі повітря;
зручність роботи в польових умовах.
Зовнішнє джерело (рис. 6):
нагрівання повітря вбудованим нагрівачем, подача повітря - від мережі стисненого повітря підприємства або від компресора;
полегшена конструкція;
вимога до зовнішнього джерела - не менше 0,4 бар / 300 л / год.

Для того, щоб екструдери, розраховані на зовнішне джерело стисненого повітря, можна було використовувати в польових умовах, MUNSCH пропонує переносний компресор з очищенням повітря.
Форма присадочного матеріалу
Зварювальний пруток:
забезпечує стабільну подачу матеріалу незалежно від положення екструдера в просторі;
діаметр зварювального дроту залежить від моделі екструдера.
Гранули:
завантаження гранульованого матеріалу зі спеціальної ємності на екструдері;
в ряді випадків простіше перемолоти відходи матеріалу на дробарці, ніж знайти зварювальний пруток з того ж матеріалу.


Стандартний зварювальний пруток виготовляється з ПНД або з ПП. У випадках, коли необхідно зварювати більш рідкісні термопласти (АБС, полікарбонат або ін.), буває простіше отримати гранульований або подрібнений присадний матеріал. Узгодьте з дистриб'ютором або виробником екструдерів можливість зварювання вашого матеріалу і режими зварювання!
Система нагріву камери плавлення
Нагрівання гарячим повітрям (рис. 7):
· Простіша і дешевша, але менш точна система;
· Гаряче повітря, нагріте вбудованим термофеном або нагрівачем, пропускається через порожнину навколо камери плавлення і тільки після цього подається через зварювальний черевик в зону зварювання
Система електронагрівачів (рис. 8):
· Електро-нагрівачі розташовані один за одним навколо камери плавлення, утворюючи послідовні зони нагріву;
· Більш точна і технологічно ефективна система нагрівання;
· Гаряче повітря подається відразу в зону зварювання, минаючи камеру плавлення
Технологія екструзійного зварювання - відпрацьована десятиліттями і надійна. У порівнянні зі зварюванням гарячим повітрям, екструзионная зварювання пропонує вищу якість і продуктивність роботи. "
Автор статті: А.В. Жуков Журнал "Сантехніка 06/2005"
Акція від Компаній ПолімерКомплект і SIMONA AG.!
Спеціально для наших партнерів і покупців.
Технічний інформатор "WORK.INFO" - посібник зі зварювання листових пластиків згідно європейських норм.
Завантажити безкоштовно.
Реклама Google
Магазин пластиків

© 2024. ПОЛІМЕРКОМПЛЕКТ.
Використання та копіювання лише за наявності посилання на цей сайт.
